Tính năng sản phẩm Chức năng điều khiển G-code

- Điều khiển G-code
- Môi trường phát triển chương trình
- Kết hợp giữa Điều khiển G-code và Điều khiển Đồng bộ
- Danh sách G-code
- Thư viện bổ sung phần mềm hệ điều hành
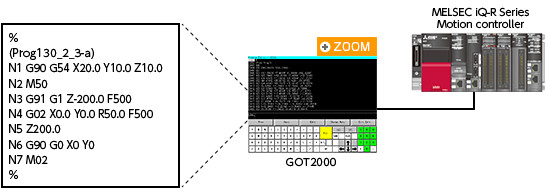
Điều khiển G-code
Một chương trình G-code được phân tích và thực thi bởi bộ điều khiển chuyển động.
Điều khiển G-code được áp dụng cho nhiều loại điều khiển quỹ đạo khác nhau như vẽ và cắt bằng một máy công cụ đơn giản.
Điều khiển G-code có sẵn bằng cách cài đặt thêm thư viện mở rộng điều khiển G-code (có phí bổ sung).
Tính năng
- Các chương trình G-code có thể được chỉnh sửa trên GOT và truyền giữa GOT và Bộ xử lý chuyển động.
- Tối đa 16 trục có thể thực hiện điều khiển G-code. (Nội suy đồng thời: Tối đa 4 trục)
- Có thể chuyển đổi giữa điều khiển bằng chương trình servo và chương trình G-code.
- Điều khiển G-code có thể được kết hợp với các chức năng khác trong Bộ xử lý chuyển động như chương trình SFC chuyển động và điều khiển đồng bộ.
- Một chương trình G-code, ở định dạng văn bản, có thể được chỉnh sửa bằng một trình soạn thảo tổng quát.
- Chức năng truyền FTP cho phép truyền dữ liệu qua mô-đun giao diện Ethernet tương thích CC-Link IE.
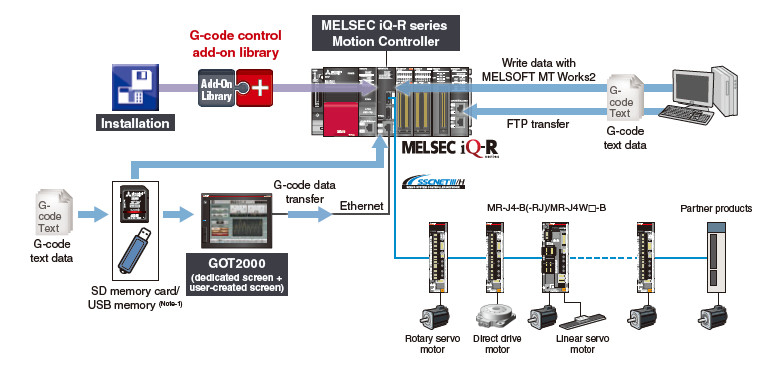
- (Lưu ý-1): Bộ nhớ USB chỉ có thể được kết nối với GOT2000.
Ứng dụng
Xử lý với bù bán kính dụng cụ
Một tấm ván ép được gia công chính xác.
Xử lý với bù bán kính dụng cụ
Các cạnh thừa trên bề mặt được loại bỏ.
Xử lý với điều khiển đường thẳng bình thường

Đường viền được niêm phong với tốc độ không đổi.
[Ứng dụng]
- Gia công kim loại
- Gia công gỗ
- Gia công nhựa
- Gia công các vật liệu khác nhau
Chức năng
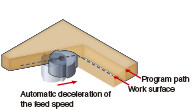
Vượt góc tự động
Giảm tải cho công cụ trong quá trình cắt góc bên trong bằng cách giảm tốc tự động.
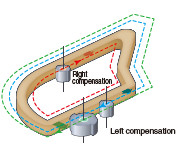
Bù trừ bán kính công cụ
Bù đắp đường đi chỉ cho một lượng bán kính của công cụ.
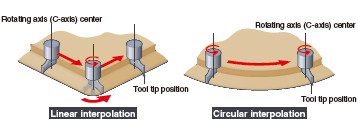
Kiểm soát đường thẳng bình thường
Điều khiển sự quay của trục quay (trục C) để công cụ luôn ở hướng bình thường.
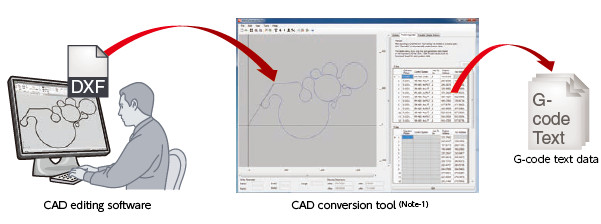
Môi trường phát triển chương trình
Một chương trình G-code có thể được chỉnh sửa bằng một trình biên tập tổng quát/GOT2000/chuyển đổi dữ liệu CAD.
-
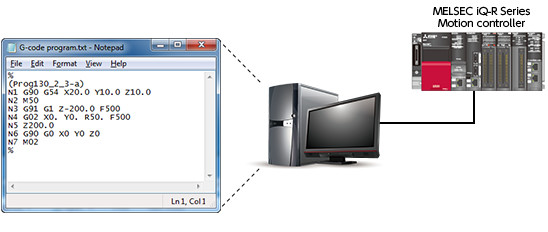
Tạo một chương trình G-code bằng trình soạn thảo tổng quát
Một chương trình G-code được tạo ra ở định dạng văn bản.
Một trình biên tập tổng quát có thể được sử dụng để tạo một chương trình mới hoặc chỉnh sửa một chương trình.
-
Chỉnh sửa các chương trình G-code trên GOT2000
Các chương trình G-code có thể được chỉnh sửa trên GOT mà không cần máy tính cá nhân.
-
Chuyển đổi từ Dữ liệu CAD sang G-code
Dữ liệu CAD ở định dạng DXF được chuyển đổi thành chương trình G-code, sau đó chương trình được xuất ra dưới dạng dữ liệu văn bản G-code.
-
(Lưu ý-1): Liên hệ với văn phòng bán hàng địa phương của bạn để biết công cụ chuyển đổi CAD.
Ngoài việc chuyển đổi, nó cho phép bạn thay đổi thứ tự vẽ. Để chỉnh sửa dữ liệu CAD, phần mềm chỉnh sửa CAD là cần thiết.
Tham số
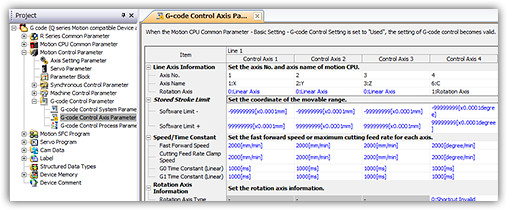
Đặt "tham số trục điều khiển G-code" để thực hiện điều khiển G-code.
Tham số bao gồm các mục thiết lập như:
- Tên trục (chọn từ X,Y,Z,A,B,C,U,V hoặc W)
- Lựa chọn trục tuyến tính hoặc trục quay
- Tốc độ tua nhanh
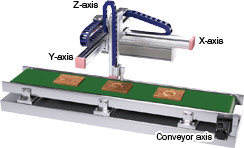
Kết hợp giữa Điều khiển G-code và Điều khiển Đồng bộ
Quỹ đạo chỉ với điều khiển G-code
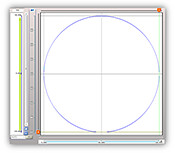
Quỹ đạo với điều khiển G-code + trục băng tải
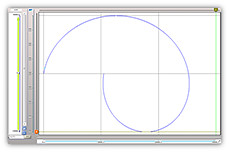
Các trục điều khiển G-code có thể vẽ một hình tròn thực trên một chi tiết gia công khi quỹ đạo được vẽ tính đến lượng di chuyển của trục băng tải.
Danh sách G-code
| Tên | Mã G |
|---|---|
| Định vị | G00 |
| Nội suy tuyến tính | G01 |
| Nội suy tròn | G02, G03 |
| Dừng lại | G04 |
| Kiểm tra dừng chính xác | G09, G61 |
| Nội suy tọa độ cực | G12.1, G13.1 |
| Chọn mặt phẳng | G17, G18, G19 |
| Bù trừ bán kính công cụ | G38, G39, G40, G41, G42 |
| Kiểm soát đường thẳng bình thường | G40.1, G41.1, G42.1 |
| Bù trừ chiều dài công cụ | G43, G44, G49 |
| Cài đặt hệ tọa độ cục bộ | G52 |
| Chọn hệ tọa độ máy cơ bản | G53 |
| Lựa chọn hệ tọa độ làm việc | G54, G55, G56, G57, G58, G59 |
| Tên | Mã G |
|---|---|
| Kiểm soát độ chính xác cao | G61.1 |
| Vượt góc tự động | G62 |
| Chế độ cắt | G64 |
| Xoay tọa độ chương trình | G68, G69 |
| Lệnh giá trị tuyệt đối | G90 |
| Lệnh giá trị gia tăng | G91 |
| Ghi đè | Chỉ định với thiết bị |
| Chức năng chờ tín hiệu FIN | Thiết bị điều khiển mã G |
| Khối đơn | Thiết bị điều khiển mã G |
| Điều khiển chương trình con | M98, M99 |
| Lệnh biến | Biến chung |
| Lệnh thao tác | =, +, -, *, /, SIN, COS, TAN, SQRT, ABS, v.v. |
| Lệnh điều khiển |
IF - GOTO
IF - THEN - ELSE - ENDIF WHILE - DO - END |
Thư viện bổ sung phần mềm hệ điều hành
| Tên sản phẩm | Mẫu | Nội dung | ||
|---|---|---|---|---|
| R64MTCPU | R32MTCPU | R16MTCPU | ||
|
Thư viện bổ sung phần mềm hệ điều hành
(Thư viện bổ sung điều khiển G-code) |
Gcode_Ctrl | (Ghi chú-1) | ||
| SW10DND-GCD01 | Khóa USB (Số lượng giấy phép: 1) | |||
| SW10DND-GCD05 | Khóa USB (Số lượng giấy phép: 5) | |||
| SW10DND-GCD10 | USB key (Số lượng giấy phép: 10) | |||
| SW10DND-GCD20 | USB key (Số lượng giấy phép: 20) | |||
| SW10DND-GCD50 | USB key (Số lượng giấy phép: 50) (Ghi chú-2) | |||
- (Lưu ý-1): Liên hệ với văn phòng bán hàng địa phương của bạn để biết thêm thông tin về thư viện bổ sung điều khiển G-code.
- (Lưu ý-2): Khi yêu cầu hơn 50 giấy phép, hãy liên hệ với văn phòng bán hàng địa phương của bạn.
[Danh sách đóng gói thư viện bổ sung điều khiển G-code]
- Khóa USB (để kích hoạt giấy phép)
- Trước khi sử dụng sản phẩm
- Giấy chứng nhận giấy phép
- Thỏa thuận Giấy phép Phần mềm Người dùng Cuối