Factory Automation

SMKL
Guiding you to digital manufacturing success.
That is SMKL (Smart Manufacturing Kaizen Level).
That is SMKL (Smart Manufacturing Kaizen Level).
SMKL is an evaluation index of the level of data utilization in factories. It can help management to make investment decisions by showing the purpose, impact and relationship of each investment step towards making your factory smarter.
SMKL evaluates the level of digital manufacturing by using two axis: one is maturity level and the other is management level.
Maturity Level;
The level of visibility
The level of data visibility is represented by the maturity level, shown on the vertical axis of the SMKL model. Level A is defined as “Data collection” ; Level B as “Visualization” ; Level C as “Analysis” ; and Level D as “Optimization”.
Management Level;
The granularity of the items to be managed
The horizontal axis represents the granularity, or level of detail for the items to be managed. Level 1 is defined as the company’s “Worker”; Level 2 as “Workplace”; Level 3 as “Factory”; and Level 4 as “Whole supply chain”.
The value of SMKL
- Start “smartification” from the most appropriate point according to the current level and goals of each factory
- The modular approach lets you carry out “smartification” step by step
- Calculating and measuring the ROI achieved at each step is essential for investment decisions
- Optimization can occur at every level, all the way up to the entire factory and the whole supply chain, leading to significant business improvements (tackling a variety of management issues)
Example 1: Productivity improvement
Improving production efficiency, by minimizing variations in worker performance, through "visualizing" operations
Results
Overall production efficiency increased by 30%.
- Training time for workers reduced by 65%
- 18% faster production switchover between models
- Assembly time reduced by 12% on average
Level D
Optimize


Making ROI bigger step by step by using SMKL.



Level C
Analyze

Level B
Visualize

Level A
Collect

Level 1
Worker
Level 2
Workplace
Level 3
Factory
Level 4
Supply Chain

“Maturity Model” is a known type of analysis, it also makes the reader think of higher management analysis so is the right way to describe this….because it is actually a maturity model!

Just to make continuous investment is probably a bad business decision but to make that investment sustainable means that it pays for its self and continues to drive value – simply investing continuously does not guarantee benefit – only cost

Issue
Low production efficiency and uncontrollable cost management
- Work speed and errors vary depending on the worker
- Cannot tell which worker is making a mistake and how often

Implementation
Introduce support tools for the assembly process to the workplace
- Demonstrate the procedure
- Collect and analyze data on working hours and mistakes
Improvements
Significant cost reductions by improving worker efficiency through minimizing operational mistakes
- Increased workers’ productivity through faster processing with less assembly errors
- Understand the work status of all workers, identify common mistakes which require process or design correction and who needs retraining
- Reduce unnecessary actions and redundant checking
Based on this result, we will realize overall cost reduction by expanding the investment target to the entire factory.
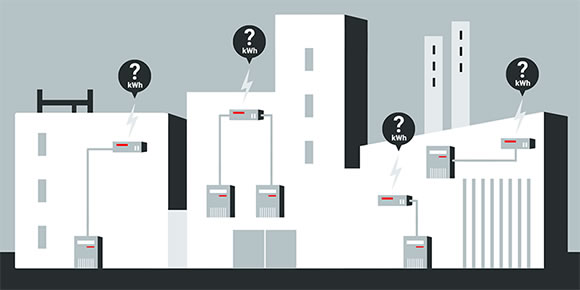
Example 2: Cost reduction
Understanding power consumption and reducing costs through energy saving measures
Results
Energy saving approx. 800,000 yen/year.
- Investment amount (for system introduction): 2,000,000 yen.
- Payback less than 30 months.
Level D
Optimize
Making ROI bigger step by step by using SMKL.
Level C
Analyze
Level B
Visualize
Level A
Collect
Level 1
Worker
Level 2
Workplace
Level 3
Factory
Level 4
Supply Chain
“Maturity Model” is a known type of analysis, it also makes the reader think of higher management analysis so is the right way to describe this….because it is actually a maturity model!
Just to make continuous investment is probably a bad business decision but to make that investment sustainable means that it pays for its self and continues to drive value – simply investing continuously does not guarantee benefit – only cost
Issue
High power consumption and running costs
- Cannot grasp the power consumption of each line and/or facility
- Cannot identify where the waste is occurring
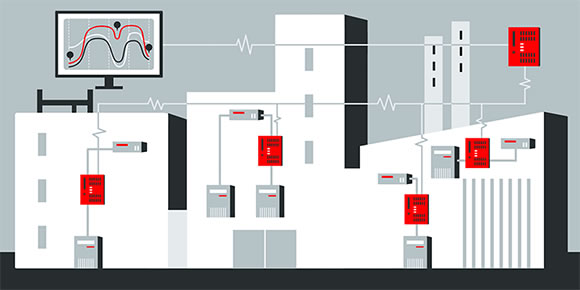
Implementation
Measure energy use on each line and piece of equipment, and visualize on a dashboard
Improvements
Successful control of energy consumption
- Able to identify and analyze machines/locations with higher than expected energy consumption
- Allows additional general control measures to be implemented at a machine or line level, with added flexibility to take temporary pre-emptive actions during fault conditions until the situation is corrected
Based on this result, an overall cost reduction was achieved. The change will now be applied to the entire factory.
 Case Studies
We have a remarkable
track record
in a wide
range of industries
around the world.
Case Studies
We have a remarkable
track record
in a wide
range of industries
around the world.
Case Studies




