MELSEC MX Controller MX-F model
Products -Improving productivity-

- Achieve multi-axis machine control with one controller
- Achieving high-speed and high-accuracy motion control
- Achieve synchronous control of sequence and motion effortlesslyNEW
- Essential CC-Link IE TSN technology for large-scale equipment
- Optimizing control performance of entire system
- Wireless communication for control and TCP/IP communicationsNEW
- Precise mark input and cutting not dependent on scan time
- Global motion programming styles in one product
- Utilizing program assets
- Optimize multi-axis system with graphical user interface
- Visually intuitive positioning settingsNEW
- Develop more advanced control loops
- Achieve high-speed, high-response, and stable pressure control
- Variety of devices available through our partnerships with leading manufacturers
Achieve multi-axis machine control with one controller
The MX Controller, equipped with a high-performance multi-core MPU as standard, integrates sequence, motion, and network control, supporting up to 256 axes. It supports mixed operation cycles, ensuring high-speed control even with multiple axes. One controller delivers precise control of individual mechanisms and control of the entire production line.

Achieving high-speed and high-accuracy motion control
Multi-core MPU

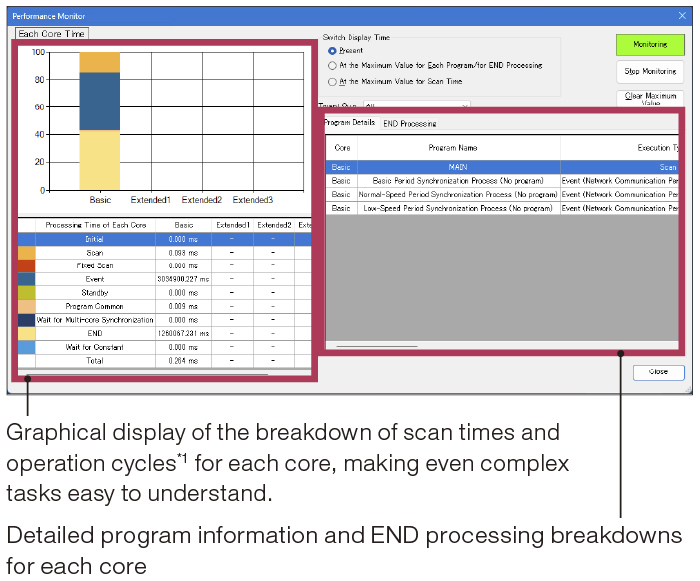
Core load can be monitored and adjusted for optimal machine control
The performance monitor visualizes the operation cycles and load status for each core assigned to run the program.
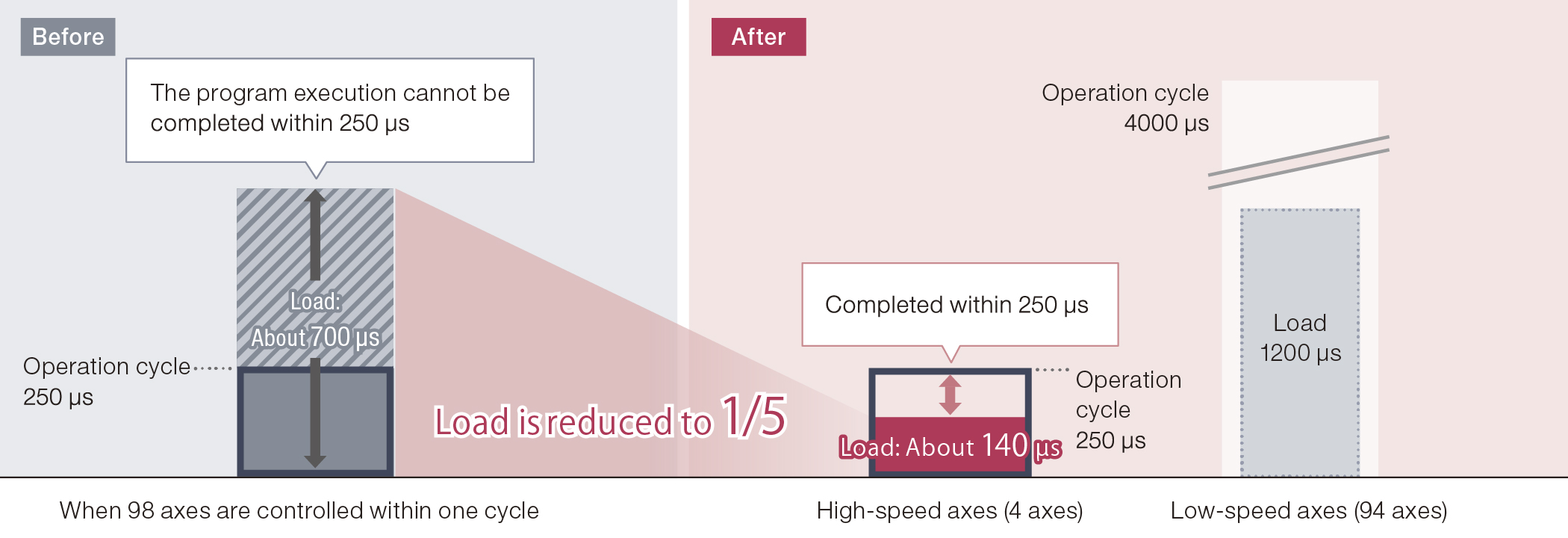
Optimize performance by distributing load through mixed operation cycles based on visualized load status.
Program example
| Item | Without load distribution | With load distribution |
|---|---|---|
| System configuration | One MXR500-□ + 98 axes of MR-J5 | |
| Setting of the number of axes and operation cycle | 98 axes (Operation cycle set to 250 μs) |
High-speed axes:4 axes (set to 250 μs) Low-speed axes:94 axes (set to 4000 μs) |
*1: Future support
Achieve synchronous control of sequence and motion effortlesslyNEW
Integrating sequence, motion, and network control into MPU cores eliminates control delays and variations. Additionally, up to three types of motion operations with different cycle times (low, medium, and high speeds; minimum 125 μs ) can be constructed independently of the scan execution type program. Internal data, such as axis positions, is synchronized between the motion and sequence controls. This eliminates the need for refresh settings or interrupt instructions between these controls, even on machines with a large number of axes that require the exchange of large volumes of data.

Essential CC-Link IE TSN technology for large-scale equipment*1
High-speed and high-accuracy coordination with a wide range of devices
CC-Link IE TSN uses TSN*2 technology to enable the coexistence of control and information communications. This technology allows you to build a system that integrates real-time control communications for factory automation equipment and IT system information communications with just one MELSEC MX Controller.
What is TSN?
TSN is a set of international standards, which define the time synchronization method and the time sharing method. By adding these to Ethernet technology, control communications (ensuring real time reaction), which cannot be perform with conventional Ethernet, and information communications (non-realtime communications) can be performed together.

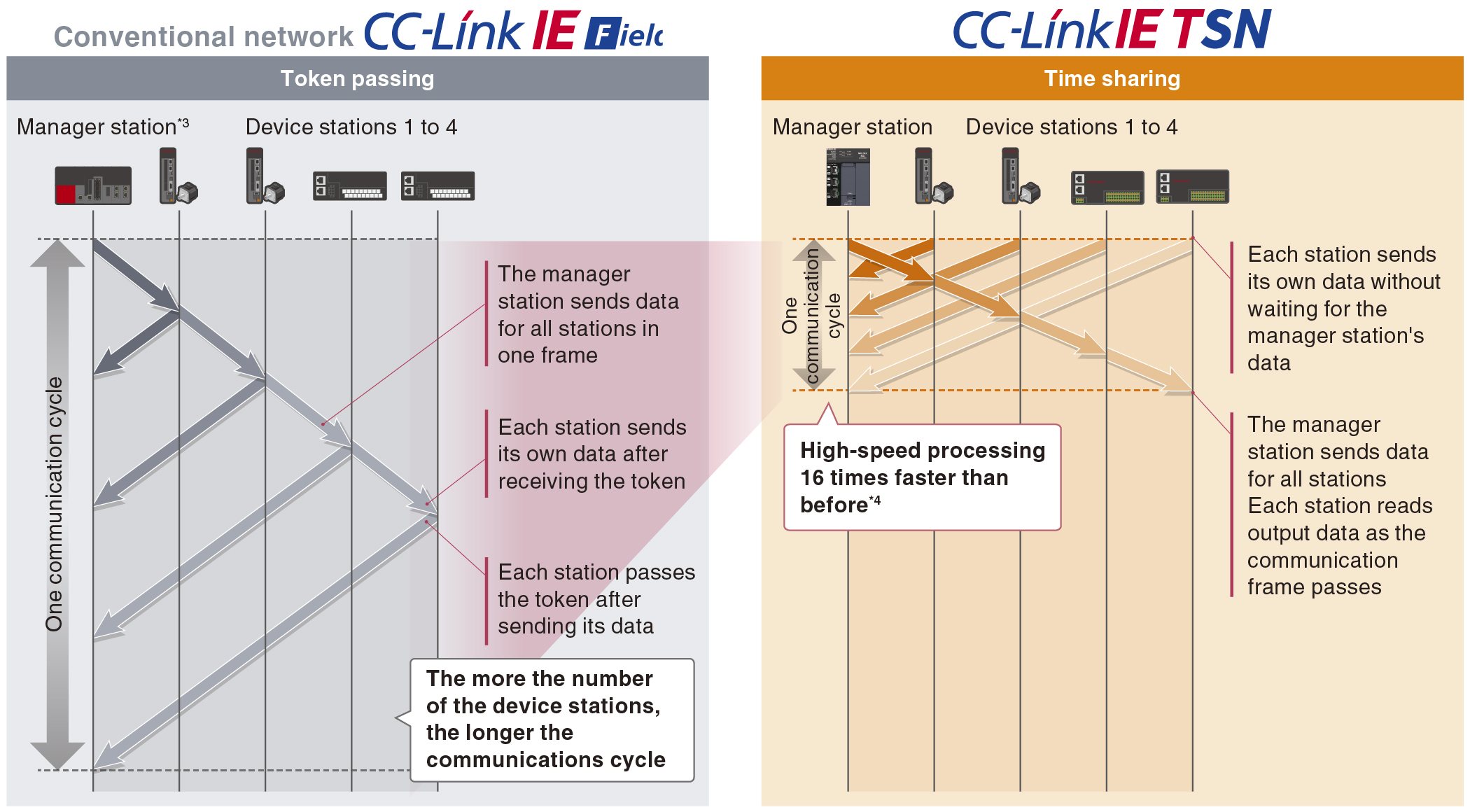
The CC-Link IE TSN time sharing method enables communications independent of the number of device stations
The time sharing method used as the communications protocol allows simultaneous input and output communication between connected stations.
The efficient CC-Link IE TSN protocol combined with the MELSEC MX Controller's high-speed link scan substantially reduces cycle times. Mixed communication cycles are also possible, ensuring fast and smooth communication even with many device stations.
*1: MXF100-8-N32-EC and MXF100-16-N32-EC are not supported.
*2: Time-Sensitive Networking
*3: The term "manager" (manager station), as used by the CC-Link Partner Association, may be referred to as "master" (master station).
*4: Under the same conditions
Optimizing control performance of entire system*1
With one MELSEC MX Controller, up to three different operation and communication cycles can be set for each axis and device
station.*2There is no need for multiple CPU modules. This greatly improves the cost efficiency of your equipment.
Even for multi-axis machines, the control performance at high-speed operation cycles can be partially secured, improving
accuracy in processes such as cutting.


*1: MXF100-8-N32-EC and MXF100-16-N32-EC are not supported.
*2: Using GX Works3, you can set communication cycles in the CC-Link IE TSN configuration setting window and operation cycles in the axis parameter settings.
Wireless communication for control and TCP/IP communications*1NEW
Wireless communication is possible for both control communication (general and safety*2) and information communication via CC-Link IE TSN Class A. Using wireless communication enables flexible system configuration.

*1: MXF100-8-N32-EC and MXF100-16-N32-EC are not supported.
*2: Future support.
*3: Connectivity with local stations when the MX Controller is configured as a manager station will be supported in the future.
*4: CC-Link IE TSN Class A communication as a local station will be supported in the future.
Precise mark input and cutting not dependent on scan time*1
Even in applications that require high-speed I/O control without variability, such as roll-to-roll control, the MX Controller provides precise I/O over the network that is not dependent on the scan time. Minimized jitter in the I/O timing of mark detection and cutting reduces variations in web material detection and cut length. This improves yield in high-speed production lines.


*1: MXF100-8-N32-EC and MXF100-16-N32-EC are not supported.
*2: The actual I/O timing varies depending on the device used.
Intuitive operation with visual data
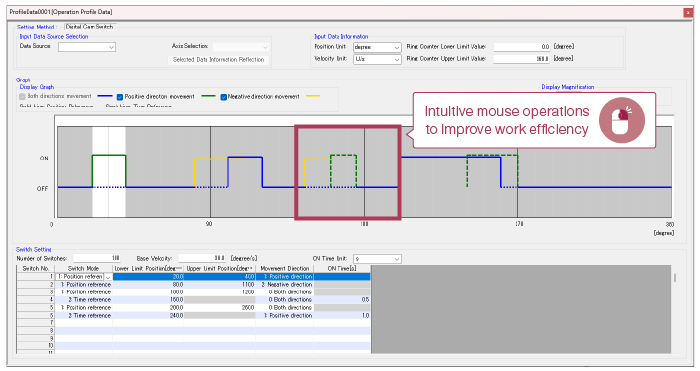
The digital cam switch settings can be configured using GX Works3.
You can easily set the position and I/O output timing by manipulating the on-screen graph with the mouse.
Furthermore, since no adjustments to the timing output calculation according to position or the interrupt instructions are needed even if the motor speed fluctuates, engineering effort can be reduced.
64-bit-compatible and highly accurate control
64-bit control minimizes rounding errors during calculations, ensuring highly accurate control.
Positioning range and resolution
Compared to 32-bit control, 64-bit control offers a broader positioning range while maintaining high resolution.

Absolute position control system and current position restoration
The MELSEC MX Controller performs 64-bit absolute position control, significantly reducing the risk of current position restoration error after poweroff.

Global motion programming styles in one product
The MELSEC MX Controller supports multiple motion programming styles, allowing you to fully leverage its performance and functionality in a familiar way.
Programming using PLCopen® Motion Control FB
Programming using internationally standardized PLCopen® Motion Control FB library is available.
This standard enables engineers worldwide to develop using common specifications, streamlining development and maintenance across global locations. It allows for highly readable programming through the use of function blocks, structured text (ST), and labels.

Programming using device address-based motion controlFuture support
Device address-based motion control programming, which allows for execution by simply writing data to buffer memory access devices, is available.
This provides engineers skilled in ladders and device manipulation with a familiar programming environment.
Instructions for new functions can also be called from the buffer memory.

*1: Device address-based motion control can be mixed with PLCopen® Motion Control FB and FB library. Up to 128 axes can be controlled by device address-based motion control. Advanced synchronous control and buffer memory addresses for some instructions will be supported in the future.
Utilizing program assetsFuture support
Program assets from the MELSEC iQ-R Series, such as parameters, can be reused on the MELSEC MX Controller.*1

*1: Some functions, such as program buffer memory addresses, will be supported in the future (a migration guide will also be published).
*2: Applicable models are RD77MS, RD77GF, and RD78G(S). The reuse function for RD78G will be supported in the future.
*3: For QD77MS, phased migration via RD78G is required. Refer to "" for information on migration to RD78G.
Optimize multi-axis system with graphical user interface
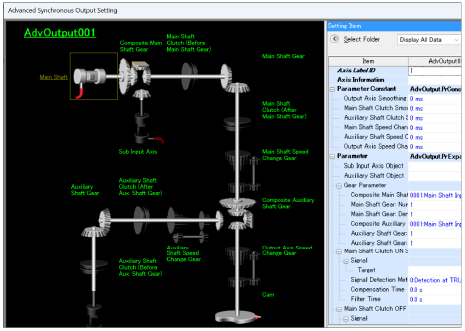
Advanced synchronous control*1
Software replaces machinery mechanisms (such as gears, shafts, speed change gears, and cams) for easier synchronous control. Even for machines that require multi-axis synchronization, such as winders and coaters, it is easy to adjust the cam control and operation pattern to eliminate position deviation. Fine-tuning the cutting position and adjusting the synchronization position according to the transportation speed can achieve high quality and high productivity.

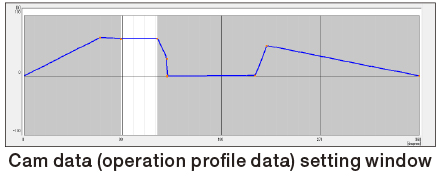
Synchronous control parameters
The intuitive visual interface makes it easy to create cam data and configure parameters. This enables low-code development of complex multi-axis synchronization programs, significantly increasing work efficiency.
*1: Motion control FBs are used.
*2: Calls from PLCopen®-compliant MC Camln instructions are also supported.
Visually intuitive positioning settings*1NEW
Positioning data operation
Positioning data (point tables) can be configured using GX Works3.
With extensive controls, including linear and 2-axis circular interpolation and single-axis positioning*1, it can be used for a wide range of applications.
Rich auxiliary functions, such as M-code and skip functions, meet customer needs.

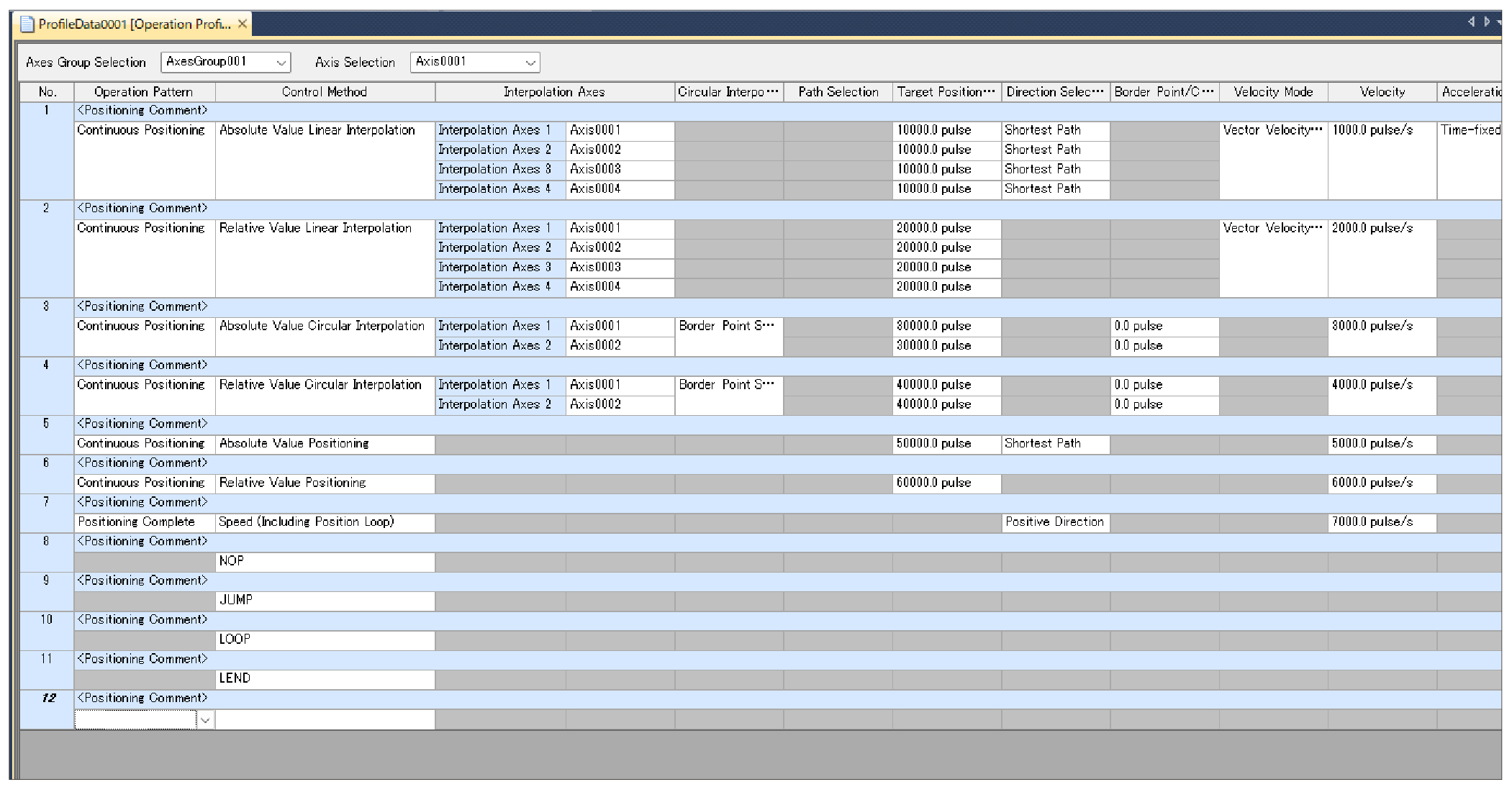
- ■Execution from FB or buffer memory*2 is possible
- ■Positioning data can be set at once in a dedicated window
- ■Complex positioning control can be implemented by creating multiple operation patterns
*1: Single-axis positioning data for MX-F model will be supported in the future.
*2: Future support.
Develop more advanced control loops
Motion cyclic control
- ●The MX Controller supports motion cyclic control, allowing the transmission of target torque, position, and speed with each operation cycle, in addition to standard positioning operation.
- ●Setting the task type to "network communication cycle synchronization" ensures deterministic performance from programmable controller tasks to network transmission.
- ●The floating-point operation performance is improved by about 15 times*1.

These allow program execution, motion operation, and network send/receive to be performed within the same communication cycle. This makes it possible to implement advanced control loops that generate control commands from the user program in real time and instantly transmits sensor values to drives.


is assured using network communication cycle synchronization tasks.
*1: Comparison with the MELSEC iQ-R Series
*2: The maximum operation cycle for an MX-F model is 250 μs.
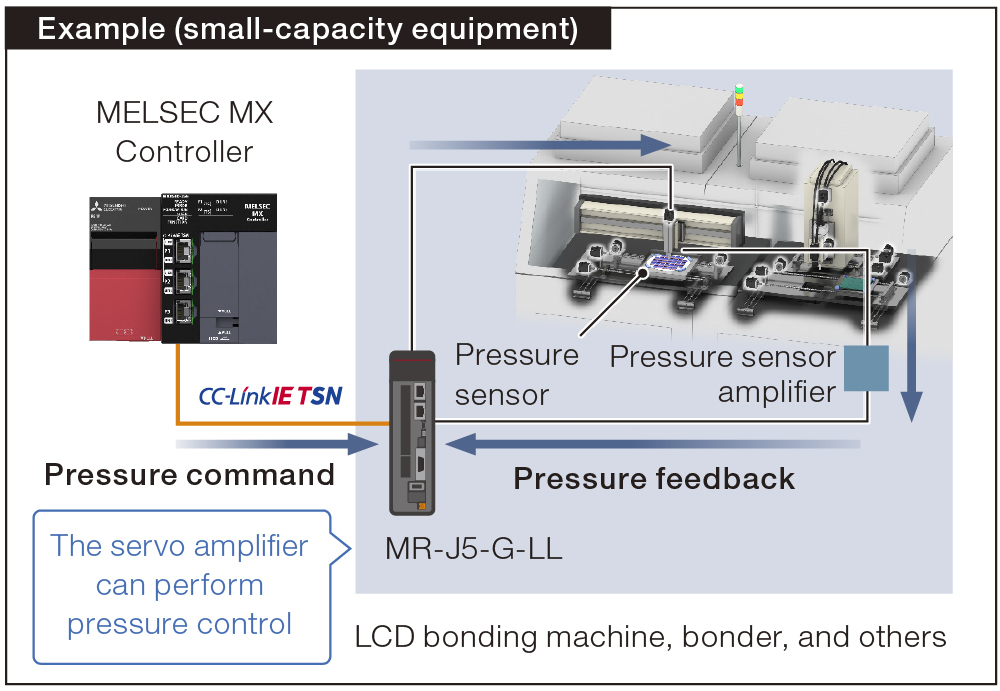
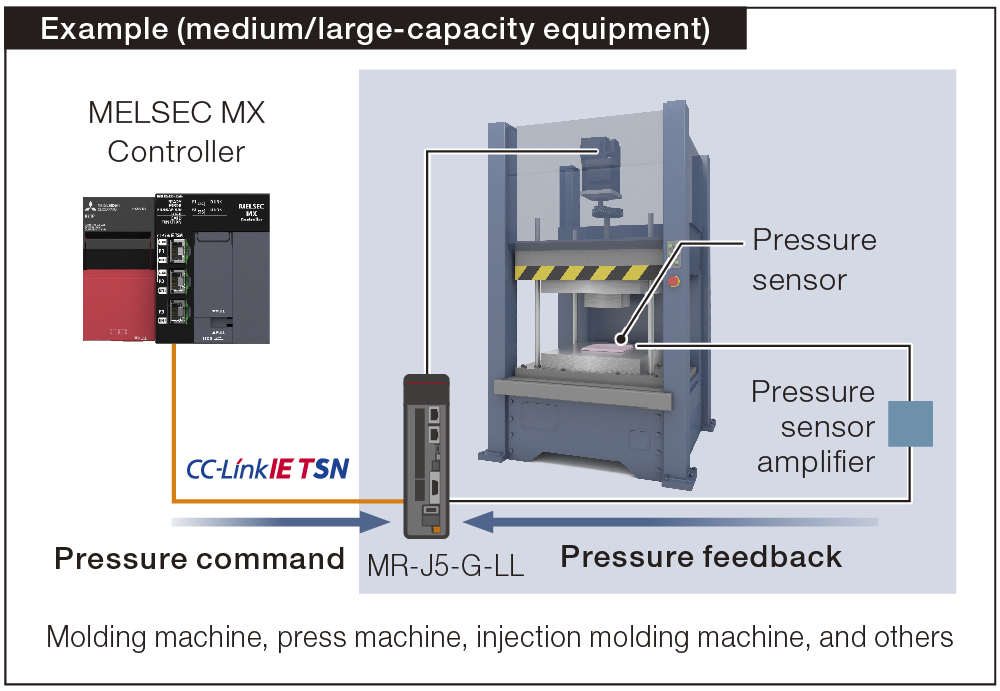
Achieve high-speed, high-response, and stable pressure controlFuture support
The analog signal from a pressure sensor (load cell*1) is input to the MR-J5-G-LL to control the pressure. The pressure can be kept constant even while the load is changing. High-response pressure control is possible by applying a pressure model to reduce over-pressing.
Example of pressure control

Supporting applications with high real-time reaction
By combining the MX Controller with the MR-J5-G-LL, which supports cyclic pressure control mode (cspr), the servo amplifier performs feedback control of pressure according to the pressure command of the function block. The pressure control loop operates independently of the controller, achieving high-speed and high-response control.
*1: A force sensor that enables force measurement by converting force into an electrical signal
Variety of devices available through our partnerships with leading manufacturers
Drive motors from partner manufacturers with MELSERVO-J5
By using MELSERVO-J5, you can standardize your servo amplifiers and reduce the number of spare parts needed.
Through cooperation with various partner manufacturers, suitable products can be chosen from various types of motors.*1

Combination with drive units from other manufacturers
The MELSEC MX Controller can work not only with MELSERVO but also with drive units from other manufacturers that support CC-Link IE TSN.*2

Setting image

*1: For details on individual motor drives, please consult your local Mitsubishi Electric representative.
*2: For information on devices with confirmed connectivity with MXF100-8-N32-EC and MXF100-16-N32-EC, contact your local Mitsubishi Electric representative.