Insights

[MG Series EDM]Digging deep into customer feedback showed the way to go
Published in May 2026

Part 2: Incorporating features not yet available on higher-end models
Development was underway on the new model of the MV series wire-cut EDM system, with stability as the main theme. Although this was a sudden policy shift, Mitsubishi Electric had already been developing fundamental technologies to improve the stability of EDM systems for some time. Once the decision was made not to focus on speed, the new product needed to be equipped with technologies to outperform competitors.
The project team selected three key technologies: Maisart® nozzle away control, Maisart® corner control, and automatic wire threading.
A single setting covers different thicknesses
Nozzle away control is a function to automatically adjust the machining parameters to suit the distance between the wire feed nozzles and the workpiece being machined. In a wire-cut EDM system, the workpiece is cut by electrical discharge from wire which is fed from a spool. Positioning the upper and lower wire feed nozzles as close as possible to the workpiece is the most efficient set-up. To achieve this, engineers bring the nozzles into close contact with the workpiece before machining, and set the power supply, machining speed, and other settings accordingly.
However, the actual workpieces are metal plates which are not necessarily perfectly uniform in thickness, so the nozzles may not stay in contact with the workpiece. There may be hollow sections in the workpiece, or if the distance between the nozzles is the same as the plate thickness, it may be thinner at the machined part, causing the nozzles to separate away from the workpiece. In such cases, settings where the plate is in contact with the nozzles may not be optimal, and can result in unstable machining or even cause the machine to stop. Repeatedly optimizing settings to suit the shape of each workpiece requires advanced expertise.
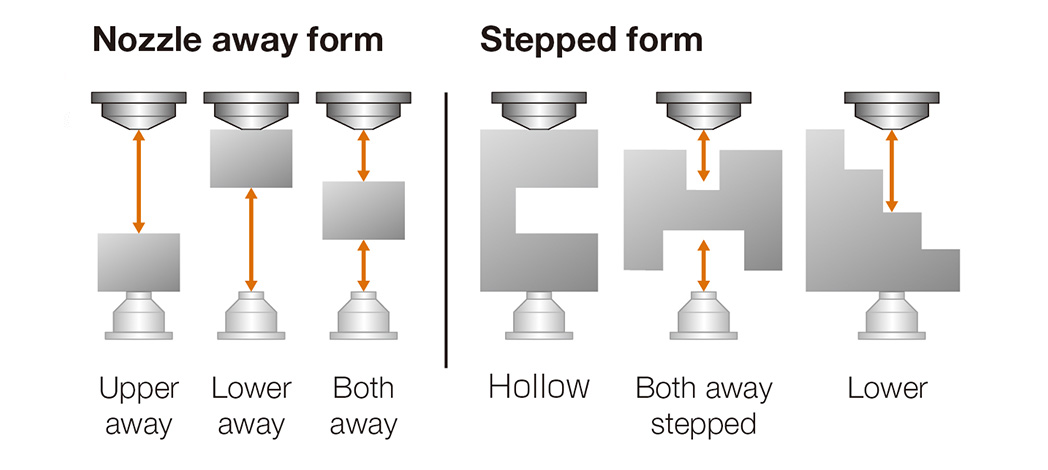
Maisart® nozzle away control is a solution to address these issues. Although it does not bring the nozzles into contact with the workpiece, it uses AI to calculate the optimal machining method based on the distance between them, as well as the state of the workpiece during machining. This enables workpieces of various shapes to be machined with a single setting, which means the machining parameters do not need to be adjusted for each workpiece shape, allowing stable machining without stopping.
“We do not want to limit the usage”
Maisart® nozzle away control is not a new function; it was already available on the existing MV series. However, as Hayashi explains: “This inevitably makes machining slower than having the nozzles in contact with the workpiece. With the demand for speed, we could not pursue nozzle away control.”
Now that the company had approved the decision to pursue “stability over speed” on the new model, the time was right to refine Maisart® nozzle away control. This function had been limited to steel on the MV series, but the team decided to expand the applicable materials for the new model. “As the standard model will be sold in large quantities, we do not want to limit the usage,” says Hayashi.
Of the new materials, copper proved particularly challenging due to its high thermal conductivity and significant expansion and contraction. Maisart® nozzle away control requires micron-level precision, making it difficult to account for non-mechanical factors like distortion due to material characteristics. After countless tuning and prototypes, the team eventually succeeded in extending the feature to not just copper but also carbide and aluminum – materials in high demand from many users. The new EDM system could finally harness the full potential of Maisart® nozzle away control, now that speed constraints were no longer the main concern.
Maisart® nozzle away control, previously limited to steel on the MV series, was expanded to include materials like copper for the MG series
Cutting smaller radius corners with a thicker wire diameter
Maisart® corner control is a control technology allowing precise machining of fine corners. The way a wire-cut EDM system works means it is difficult to create corners with a radius smaller than the wire diameter. One solution is to use a thinner wire, but this increases machining time and reduces productivity. Maisart® corner control, however, makes it possible to create smaller radius corners with a thicker wire
EDM systems achieve precision by machining the material several times, gradually reducing the electrical discharge output each time. During the finishing stage, which has the weakest output, a small amount of residue can be generated. One of the main applications of EDM is producing precision molds, where this can be a major problem. Residue can also cause short circuits which stop the machining process, posing an obstacle to stable machining.
Maisart® corner control uses AI to find the best control method by statistical processing of parameters including corner radius, opening angle and speed. This prevents issues like residue, making it ideal for the new model with its focus on stability.
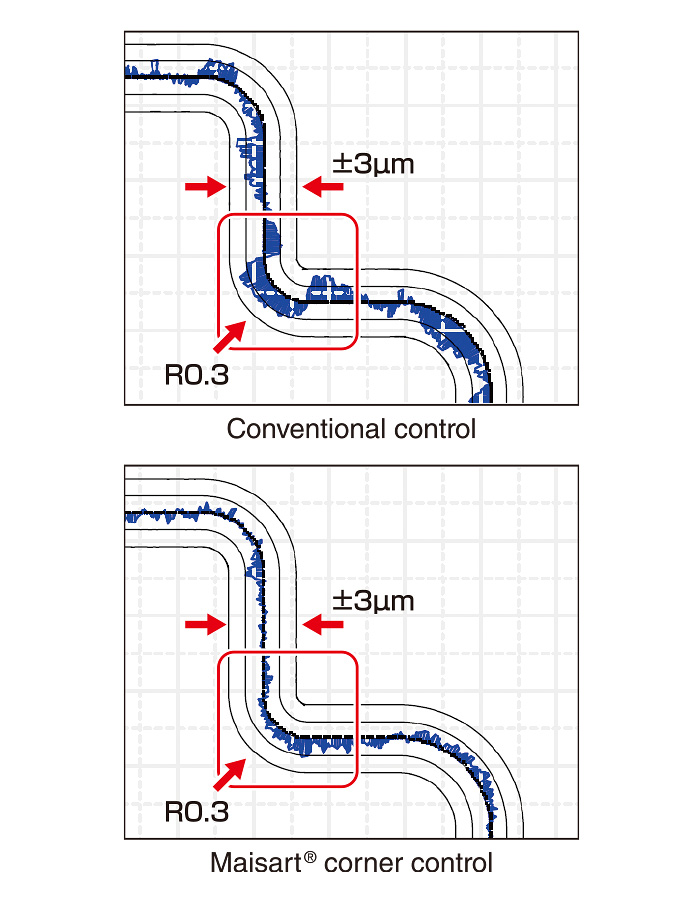
Machining of small radius corners using Maisart® corner control prevents issues like residue
Convincing customers at the electron microscope level
Koichiro Chikahisa received an in-house innovation award for Maisart® corner control in 2021, and the technology had already been implemented in a minor upgrade to the high-end MP series in 2022. Now, the team decided that the new MG series EDM system should be equipped with this feature as standard. This decision was prompted by a frustrating incident in which the team could not meet a customer’s request for small-radius corners.
“Even with the existing MV series, it was possible to machine a radius within the tolerance that the customer required, and we had verified this with our own inspection equipment. However, the customer rejected it because the surface appeared rough when inspected with an electron microscope, even though it was actually within the tolerance,” recalls Chikahisa.
The team wanted to achieve a level of precision not only within tolerances, but that could convince customers at a microscopic level. To achieve this, they decided to equip the new machine with Maisart® corner control, previously only available on certain high-end models of the MP series. Going a step further, they once again extended the range of applicable materials to include copper and aluminum, instead of keeping the feature restricted to steel and carbide.
The team decided to equip the MG series with an improved version of Maisart® corner control, previously only available on high-end models
“The standard model will be sold in the greatest numbers and will be used in all kinds of applications by users at every level, so it needs to respond to many different requirements,” says Chikahisa.
Customers using top-end flagship models usually have highly skilled engineers on site to secure the expected return on investment. Provided the machine offers flexible, configurable functions, users can configure it to meet their own needs. However, this is not the case with a standard model, which could be operated by users of any skill level. This is why Chikahisa insisted that the standard model should be equipped with the new function that he himself had developed.