Insights

[MELSEC MX Controller]Rising to the challenge of integration
Published in January 2026

Part 1: A crisis looms as users demand high-speed multi-axis control
The first signs of a new wave of challenges came from the international business department. All at once, reports were coming in from sales offices around the world, saying: “We can’t compete like this.” They were all reporting the same issue – a struggle to respond to the rapidly growing demand for multi-axis control.
One of those who raised concerns was Shintaro Watanabe, who had been working in Europe for several years. After serving as a sales representative for automotive key accounts at Mitsubishi Electric’s Japanese headquarters, he moved to Mitsubishi Electric Europe’s office in Italy, where he noticed a growing trend towards multi-axis machines at manufacturing sites. Watanabe reported it to the headquarters, but was frustrated to see that competitors were successfully catching on to this trend before Mitsubishi Electric.
Another person who pointed out the same issue was Akira Okabe, stationed at Mitsubishi Electric’s Chinese subsidiary. There he raised concerns about the needs of lithium-ion battery manufacturing sites. In China, demand for lithium-ion batteries has been soaring with the rising popularity of new energy vehicles. The battery manufacturing process requires multi-axis control to manage the tension of laminated films as the battery is formed.
Users wanted to control everything with a single device, but Mitsubishi Electric’s existing controllers could not meet this requirement, which is why Okabe sensed a crisis looming.

Okabe (left) and Watanabe (right) both sensed a crisis while working in different countries
What was once a strength emerges as a challenge
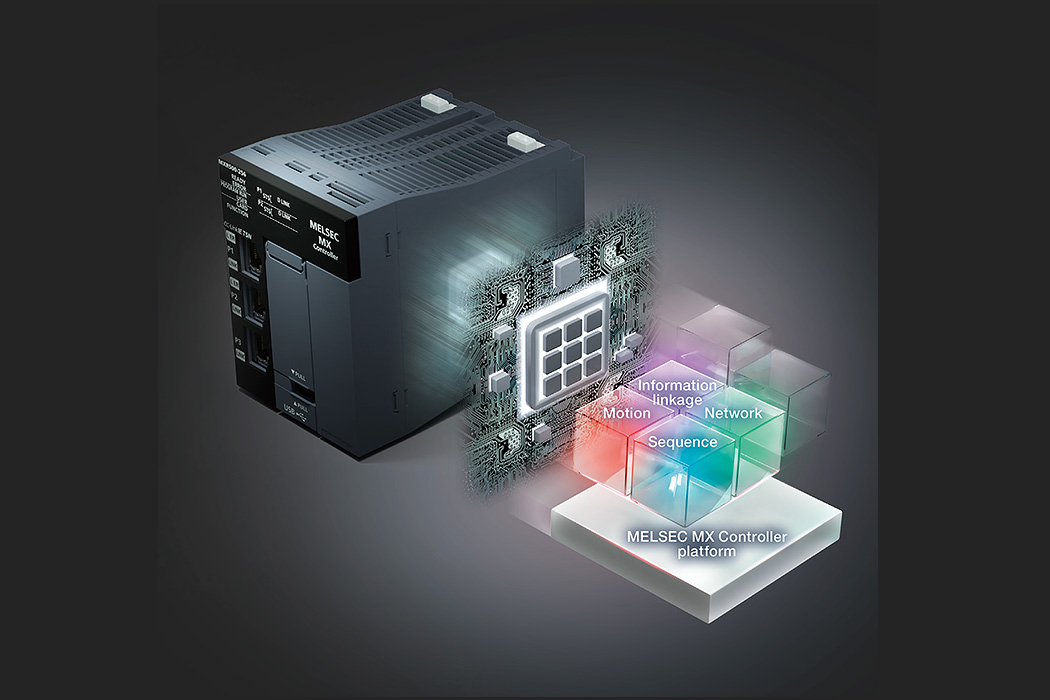
One of the defining characteristics of Mitsubishi Electric’s controllers is that they provide integrated control on a common platform. By adopting a multi-CPU configuration (sequencer CPU, motion CPU, PC CPU, C language CPU and so on) on a single platform, this system allows users to freely combine different technologies to achieve the configuration that best suits their needs. In the past, requirements for multi-axis control could be met by combining multiple motion CPUs.
However, as the market shifted increasingly towards multi-axis control, this architecture began to be a limitation. In both Europe and China, there was a growing trend towards integrated control across multiple processes, with more than 200 axes being controlled in some cases. In response to this demand, other companies have taken the approach of integrating hardware elements from the start to enable faster communication and multi-axis control.
Mitsubishi Electric’s MELSEC iQ-R series can control up to 256 axes via a base unit hosting multiple CPUs. But this system was originally designed for distributed control, with each unit performing independent control functions. In motion control, which often involves control across multiple linked units, a significant increase in the number of axes can raise the time and processing overhead required for data sharing, thereby hindering performance gains.
In other words, high-speed control between devices using distributed control, which was previously a strength, could instead become a constraint in the world of multi-axis control.
Exploring new ways forward
Around that time, a small team at Mitsubishi Electric’s Nagoya Works, led by Yoshihiro Sugiyama, embarked on a project to investigate the next generation of PLCs. Naturally, they were aware of the concerns raised by Watanabe, Okabe, and other teams from around the world. This raised the question: how could Mitsubishi Electric’s next PLC compete with competitors offering all-in-one solutions for multi-axis control?
The conclusion was that Mitsubishi Electric should aim for integration, too. The team chose an approach of integrating sequence and motion control to enable even higher-speed control of multiple axes.
However, this meant exploring a completely different direction. Unlike previous iterations of the technology, which had a clear goal of improving the basic performance of the hardware, there was no clear guiding principle this time. Integrating sequence and motion control was a means to an end rather than an evolution.
As such, the team needed a concrete vision of what integration would bring. It was necessary to envision a solution including all kinds of functions required by production sites, not just sequence and motion control, to unlock the true value of integration. Continuing to simply evolve existing solutions would not be enough: they needed to explore completely new avenues.
The project team chose to go down the route of integration, showing their commitment to ongoing evolution. In mid-2018, the decision was made to develop the next-generation PLC as an integrated platform, including motion control. It was also decided that the next-generation product would be called a “controller” rather than a PLC (or “sequencer” in Japanese) because motion control and other functions would be integrated from the start.
Mitsubishi Electric decided to integrate sequence control and motion control for the next-generation PLC
Continuous improvement in performance by adopting a general-purpose microprocessor
Having decided on an integrated controller, an even bigger decision had to be made. Namely, whether to continue using the same hardware configuration – ASIC (application-specific integrated circuit) control – for the new controller.
Mitsubishi Electric’s existing PLCs perform all control using ASICs designed in-house. ASICs are designed specifically for each application, making it easy to pursue high performance. One of the consequences of this, though, is that they often take five or six years to design, making upgrades difficult. But as basic sequence control engines do not require frequent performance improvements, ASICs were seen as the best solution.
However, an integrated controller must include motion control, a function requiring continuous performance upgrades. Would ASICs, with their long development cycle, be able to meet this requirement? There are ways to enhance functionality with firmware rather than hardware upgrades, but there are limitations as to how much impact this approach can have.
One solution that the project team came up with was the idea of adopting a general-purpose microprocessor. General-purpose products are continually improving in terms of operating frequency and so on, so this would bring an improvement in processing speed each time a new microprocessor was released, without having to spend five or six years developing a new chip, as would be the case with ASICs.
A general-purpose microprocessor would be an effective way to continuously improve performance, but what immediately came to mind for Sugiyama and the rest of the team was not an advantage, but a disadvantage – the controller could become commoditized.
An important decision affecting the basic strategy of FA equipment
Adopting a general-purpose component for control would mean relying on the manufacturer of that component for the control system’s intelligence. Any improvements in performance would benefit not only Mitsubishi Electric, but also any competitors using the same component. In other words, the basic performance of hardware would no longer set the product apart from competitors. The risk was that this could lead to commoditization – something that manufacturers of industrial equipment absolutely want to avoid.
Whether or not to adopt a general-purpose microprocessor was not just a question of the functional effect on the new product, but a decision affecting the basic strategy of FA equipment – the roadmap for future products. It was not something that could be decided at the project team level; such an important decision required final approval from the Deputy Manager of the Nagoya Works.
The decision was made to adopt a general-purpose microprocessor after getting the go-ahead from the Deputy Manager in early 2019, when the hardware configuration was finalized. Although ASICs would still be used for the communication interface and so on, all processing necessary for control would be done using a general-purpose microprocessor.
The project was given the go-ahead, accepting the risk of commoditization. If they could not achieve sufficient functionality to make up for this risk, the project would fail.
Products and Solutions
