









Factory Automation

SMKL
SMKL (Smart Manufacturing Kaizen Level) นำทางคุณสู่ความสำเร็จในการผลิตแบบอัจฉริยะ
SMKL คือดัชนีการประเมินระดับการใช้ประโยชน์จากข้อมูลในโรงงานซึ่งสามารถช่วยในการตัดสินใจลงทุนของผู้บริหารได้ โดยสามารถแสดงวัตถุประสงค์ ทิศทางการพัฒนาและผลที่จะได้รับจากการลงทุนในแต่ละขั้นตอน
SMKL จะถูกใช้ในการประเมินระดับความสามารถในการผลิตแบบดิจิทัล โดยพิจารณาจากข้อมูลสองแกน: ระดับความสมบูรณ์ (Maturity Level) และระดับการจัดการ (Management Level)
ระดับความสมบูรณ์;
ความสามารถในการจัดการและใช้ประโยชน์จากข้อมูล
สิ่งนี้จะแสดงถึงระดับความสามารถในการใช้ประโยชน์จากข้อมูล โดยแสดงในแกนแนวตั้งของ SMKL ซึ่ง Level A คือ “การรวบรวมข้อมูล” Level B หมายถึง “การทำให้มองเห็น” Level C หมายถึง “การวิเคราะห์” และ Level D หมายถึง “การเพิ่มประสิทธิภาพ”
ระดับการจัดการ;
แสดงระดับของสิ่งที่ต้องจัดการ
แกนแนวนอนจะแสดงถึงระดับของส่วนต่างๆในองค์กรที่จะต้องบริหารจัดการ Level 1 คือ “ผู้ปฏิบัติงาน” Level 2 หมายถึง “สถานที่ปฏิบัติงาน” Level 3 หมายถึง “โรงงาน” และ Level 4 หมายถึง “ห่วงโซ่อุปทาน”
ข้อดีของ SMKL
- เริ่มต้นการพัฒนาสู่ “ความเป็นอัจฉริยะ” จากขั้นตอนที่เหมาะสมที่สุด ตามระดับในปัจจุบันและเป้าหมายของโรงงานแต่ละแห่ง
- ด้วยหลักการพัฒนาอย่างยั่งยืน ทำให้สามารถสร้าง “ความเป็นอัจฉริยะ” ได้ในแต่ละขั้นตอนอย่างเหมาะสม
- สามารถคำนวณ ROI ในแต่ละขั้นตอนได้ นำไปสู่การตัดสินใจเพื่อให้ได้รับประโยชน์สูงสุดจากการลงทุน
- สามารถปรับปรุงเพิ่มประสิทธิภาพได้ในทุกระดับขั้น ตั้งแต่โรงงานไปจนถึงห่วงโซ่อุปทานทั้งหมดซึ่งนำไปสู่การพัฒนาธุรกิจและผลกำไร (แก้ไขปัญหาด้านการจัดการที่หลากหลาย)
ตัวอย่างที่ 1: การปรับปรุงผลผลิต
การเพิ่มประสิทธิภาพการผลิตเคยที่เปลี่ยนแปลงไปตามความสามารถของพนักงานด้วย “การทำให้มองเห็น”
ผลลัพธ์
ประสิทธิภาพการผลิตโดยรวมเพิ่มขึ้น 30%
- ประหยัดระยะเวลาที่ใช้ในการฝึกอบรมพนักงานมากถึง 65%
- เพิ่มความเร็วในการเปลี่ยนแปลงรูปแบบการผลิตสินค้า 18%
- ช่วยลดระยะเวลาที่ใช้ในการประกอบชิ้นงาน 12% โดยเฉลี่ย
Level D
การเพิ่มประสิทธิภาพ


Making ROI bigger step by step by using SMKL.



Level C
การวิเคราะห์

Level B
การทำให้เห็นภาพ

Level A
การรวบรวมข้อมูล

Level 1
ผู้ปฏิบัติงาน
Level 2
สถานที่ปฏิบัติงาน
Level 3
โรงงาน
Level 4
ห่วงโซ่อุปทาน

ปัญหา
ประสิทธิภาพการผลิตต่ำและการจัดการกับต้นทุนที่ไม่สามารถควบคุมได้ (Uncontrollable cost management)
- ความเร็วในการทำงานและการเกิดข้อผิดพลาดขึ้นอยู่กับผู้ปฏิบัติงาน
- ไม่ทราบว่าเกิดข้อผิดพลาดบ่อยแค่ไหน หรือใครเป็นต้นเหตุ

การปรับปรุง
ใช้เครื่องมือสนับสนุนสำหรับกระบวนการประกอบชิ้นงาน
- แสดงขั้นตอนการทำงาน
- รวบรวมและวิเคราะห์ข้อผิดพลาดที่เกิดขึ้นขณะทำงาน
ผลที่ได้รับ
ลดต้นทุนการผลิตโดยการปรับปรุงประสิทธิภาพของพนักงานและลดข้อผิดพลาดในการปฏิบัติงาน
- เพิ่มประสิทธิภาพของผู้ปฏิบัติงานด้วยการทำงานที่เร็วขึ้นและมีข้อผิดพลาดในการประกอบน้อยลง
- เข้าใจสถานะการทำงานของผู้ปฏิบัติงาน สามารถระบุข้อผิดพลาดที่เกิดขึ้นบ่อยซึ่งอาจต้องมีการปรับปรุงกระบวนการหรือการออกแบบ
- ลดค่าใช้จ่ายที่ไม่จำเป็นและช่วยลดขั้นตอนการตรวจสอบที่ซ้ำซ้อน
การปรับปรุงนี้ทำให้สามารถลดต้นทุนโดยรวมได้ และเป็นจุดเริ่มต้นที่จะนำไปสู่การปรับปรุงผลผลิตทั้งโรงงาน
ตัวอย่างที่ 2: การลดต้นทุน
ทำความเข้าใจเกี่ยวกับการใช้พลังงาน และลดต้นทุนด้วยมาตรการประหยัดพลังงาน
ผลลัพธ์
ประหยัดพลังงานเฉลี่ย 240,000 บาท/ปี
- จำนวนเงินลงทุน (สำหรับการเริ่มต้นระบบ): 600,000 บาท
- คืนทุนในระยะเวลาไม่เกิน 30 เดือน
Level D
การเพิ่มประสิทธิภาพ
Making ROI bigger step by step by using SMKL.
Level C
การวิเคราะห์
Level B
การทำให้เห็นภาพ
Level A
การรวบรวมข้อมูล
Level 1
ผู้ปฏิบัติงาน
Level 2
สถานที่ปฏิบัติงาน
Level 3
โรงงาน
Level 4
ห่วงโซ่อุปทาน
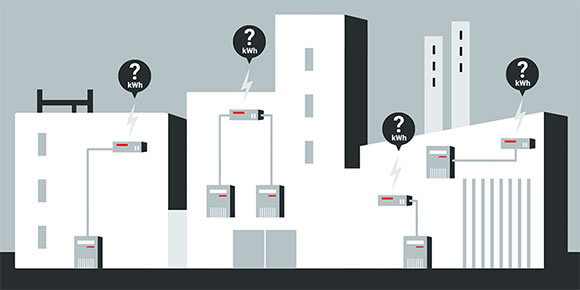
ปัญหา
มีการใช้พลังงานในปริมาณมากทำให้มีค่าใช้จ่ายในการดำเนินการสูง
- ไม่ทราบสถิติการใช้พลังงานของแต่ละเครื่องจักรหรือไลน์การผลิตภายในโรงงาน
- ไม่ทราบต้นตอการเกิดความสูญเปล่า
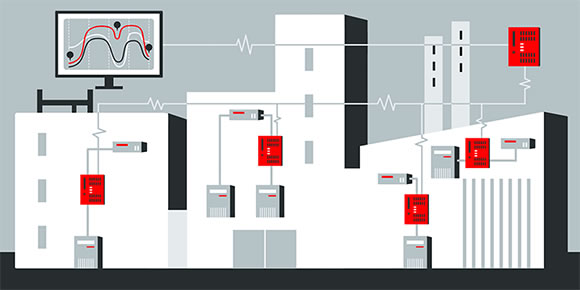
การปรับปรุง
วัดการใช้พลังงานของเครื่องจักรหรืออุปกรณ์ในไลน์การผลิตและนำมาแสดงผลบนแดชบอร์ด
ผลที่ได้รับ
สามารถควบคุมการใช้พลังงานได้อย่างมีประสิทธิภาพ
- สามารถระบุและวิเคราะห์เครื่องจักร/ สถานที่ที่มีการใช้พลังงานสูงกว่าที่คาดไว้
- เกิดมาตรการควบคุมการใช้พลังงานในไลน์การผลิต พร้อมเพิ่มความยืดหยุ่นให้แก่ระบบเพื่อเตรียมพร้อมสำหรับข้อผิดพลาดที่อาจเกิดขึ้นในอนาคต
การปรับปรุงนี้ทำให้สามารถลดต้นทุนโดยรวมได้ และเป็นจุดเริ่มต้นที่จะนำไปสู่การปรับปรุงผลผลิตทั้งโรงงาน
 กรณีศึกษา
เรามีผลงานอันโดดเด่นที่ตอบสนองความท้าทายในอุตสาหกรรมต่างๆ หลายประเทศทั่วโลก
กรณีศึกษา
เรามีผลงานอันโดดเด่นที่ตอบสนองความท้าทายในอุตสาหกรรมต่างๆ หลายประเทศทั่วโลก
กรณีศึกษา



